
The C & Gypsum Ceiling Section Machine is making many types of purlin in one machine only you can change a roller. The whole Manufacturing Process is mainly consists of decoiler, coil sheet pulling down tools, roll forming machine, punching Press, cutting press, hydraulic press, and plc control Panel.
The C & Z purlines formed by this roll forming machine have outstanding anti-bending property and are easy to install. They are widely used as the supporter wall in factory, warehouse
- D coiler 5 ton cap.
- Punching press 20 tone 2 nos.
- Entry Gate with
- Roll Forming Line with 14 station , 7 Gear Boxes & 10 H.P. electrical.
- Control Panel semi auto
- Cutting Unit (Hydro.)
Technical Specifications
- Maximum sheet width that can be formed : 350mm
- Maximum sheet thickness in CRCA Strips that can be formed : 3 mm(M.S.)
- Horizontal distance between shafts : 400mm
- Number of forming stations : 14 nos
- Vertical station : 12 nos
- Total HP for Line : 16
- Speed of the machine : 4mt/minit
- Size of machine : 6300 x 1200 x 1000 mm
Mandrel Uncoiler
- Coil weight : 10 MT Max
- Coil width : 400 MM
- Coil bore : 450 MM min, 510 MM max dia
- Mandrel movement : Manually adjusted
- Back Tension : Manually adjusted
Punching press
- 20 tone power press
- 2 nos. 3 HP
Entry Gate
Entry gate will be provided for movement of sheet to roll former.
Main Base
The main base is MS fabricated structure and adequately ribbed to minimize the distortion. It is accurately machined on top and bottom surfaces the threaded holes are made on the bed for positioning the stands.
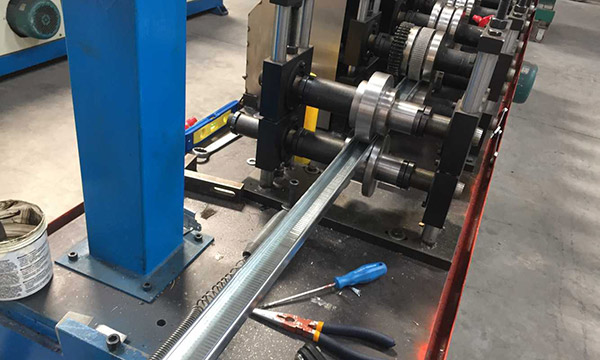
Mill stands (Station)
The stands are mounted on the bed of the machine the line alignment can be easily done due to guide ways arranged on the bed of the machine. Each forming head consists of a fixed housing and sliding type out board housing. The mill stands will be arranged to locate shafts mounted on taper bearings. For the top shafts the bearings are housed in the cartridge type bearing blocks. The bottom shaft bearings are located in the bored machined in the housings. The bottom arbors are fixed in position whereas the top arbors along with cartridge blocks could be raised or lowered in vertical guides machined in housings.
Roll shafts
The roll shafts dia. 55mm will be manufactured from quality steel and will be keyed to locate tooling.
Drive
The drive to the roll former will be by means of a gear box system. The main drive will be provided by means of 10 HP motor
Tooling
One set of Tooling with EN31 grade will be from imported material suitable for your machine as standard supply. The same is involved in operations like rough machining, keyway, rough profiling, profile machining and inspection with final template for above.
Cutting Unit (Hydro)
Hydraulically operated power pack along with cutting die with 3 HP electrical.
 Ceiling Channel Roll Forming Machine
Ceiling Channel Roll Forming Machine
 Gypsum Channel Roll Forming Machine
Gypsum Channel Roll Forming Machine
 U Channel Roll Forming Machine
U Channel Roll Forming Machine
 Highway Guardrail Roll Forming Machine
Highway Guardrail Roll Forming Machine
 Roofing Sheet Roll Forming Machine
Roofing Sheet Roll Forming Machine













